One of the significant issues in making reproduction medieval armour which can seem insurmountable is trying to find all of the little bits and pieces that are needed to build armour - in the middle ages a locksmith would make many of the pieces (hinges catches etc) that are used to put armour together. Unfortunately, while mass production has made many things easier and less expensive to obtain (big flat sheets of metal in standard thicknesses for example) hinges and fasteners appropriate for medieval armour are not among them. While making all of your hardware may seem to be incredibly difficult, finding someone who has done it and figured out some of the "tricks" to do it easily in a minimal amount of time can make all the difference: here is how I have taken to making hinges. If you are new to doing this sort of thing, I hope that it will set you out on the right path, if you have a better way to do this then please let me know your "cheats" so that I can use them and improve my techniques
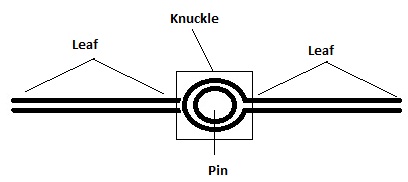
Before we start throwing around technical terms and making eyes glaze over, here is a picture of a hinge naming the various parts:
|
| Parts of a hinge |
|---|
If this isn't enough to satisfy your curiosity, feel free to click here for more hinge terminology
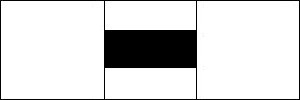
A typical modern hinge has knuckles that are bent around the pin and then stop: using a hinge like this for armour almost invariably results in the knuckles pulling open and the hinge tearing free. The medieval solution to make hinges tougher was to make the knuckles out of a continious sheet of metal, so that to deform or destroy the hinge would require the metal to tear, not simply deform. As a result, a medieval hinge leaf is formed of two thicknesses of metal, while a modern hinge is formed from a single thickness.
 | 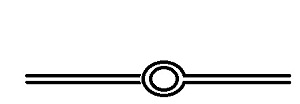 |
| Modern hinge | Medieval hinge |
|---|
This tutorial is intended to show you how to make a simple 3 or 4 lobed hinge, which can then be decorated appropriately for use on medieval armour (or left undecorated and affixed to the inner surface of the armour, as was seen in late period vambraces or the cheek hinges on an armet).
 |  |
| 3-lobed hinges | 4-lobed hinges |
|---|
From the armour that I have seen, the most commonly used hinge on medieval armour was 4-lobed hinges. Since these are symmetric, the loss of a hinge half can be replaced with another (identical) hinge half which is not the case for hinges with odd numbers of lobes. Gauntlet thumbs were typically made from 3-lobed hinges (above) so if one is lost or damaged it must be replaced with the correct "type". While brass was not generally used for hinges, gilded steel often was and as a result I will often make hinges that will be seen on the outside of armour from brass so that it has the correct final "look"
A hinge is really just an alternating series of loops of metal wrapped around a pin. These allow the joint to move in a single direction, and multi-axis movement can be accomplished with an articulation rivet on one plate which will enable rotation across the "plane" of the hinge. An obvious example of this type of movement can be found on the thumb plate of gothic gauntlets, where both hinge plates are free to rotate around an articualtion rivet, one on the metacarpal plate and one on the thumb plate.
A basic hinge is symmetric, as shown in the "Symmetric" figure, below: this is the easiest hinge type to make, and will "bend" the same amount in both directions. An Offset hinge is constructed such that one side will sit flush, and the pin is "pushed" to the other side. This type of hinge can be seen as sht "offset hinge" below, and most modern hinges are constructed in this way. This type of hinge will bend more in one direction (the direction of the pin) than the other. This type of hinge is commonly used for doors, and can be found on vambrace plates with the flush side towards the arm, with the "pin" protruding between the vambrace closure.
|  |
| Symmetric Hinge | Offset Hinge |
|---|
The first order of business is to make sure that you have all of the tools and materials - it's frustrating to have to stop a project while you search for the #%$* marker that was just here...
Alternate materials include sheet steel (mild, carbon or stainless) and a length of nail for the pin (common bright nail preferred - a 6D nail is 0.12" diameter (a hair under 1/8") and 2" long while an 8D nail is 0.134" in diameter and 2 1/2" long, making for a very chunky hinge. Nails are often made from carbon steel (particularly concrete or masonry nails) so these hinge pins will be extremely tough. Stainless welding rod is an excellent pin alternative if you are making stainless steel hinges - it's frustrating to make a low-maintenance stainless steel harness and have your hinge pins rust!
Alternate Tools: a Sheet Metal Punch (Roper-Whitney #5 Jr or equivalent) or a foredom / dremel flex-shaft tool can be used to make holes.
The first order of business is to get the pattern for the hinge onto the metal. I recommend using a laser print of a hinge pattern tailored for the thickness of the metal you plan to use with an appropriate bend allowance You can find a couple of them here:(link to come at Borealissteel download pages). Before starting it is a good idea to clean off your metal, since glue sticks best to clean surfaces: I suggest steel wool, fine emry paper or 400+ grit sandpaper. Once the metal is clean apply a thin, even layer of glue to the metal, and then put your pattern down on the metal, pressing it firmly into the glue starting from the middle and working your way out to minimize bubbles. You will have to be fairly quick, as the paper will start to curl and weaken fairly quickly. Once the paper is down, run a line of glue around the outside edge of the paper and work your way in, then spread this over the outer surface. This is important, since the paper will curl away from the moisture contained in the glue, but if it is "wet" on both sides it will stay flat (on your metal) while it cures. this will also keep bubbles from forming under the paper and keep wrinkles to a minimum. The third reason for putting a top glue layer on is to keep the metal filings from abrading the pattern from the top surface of the paper. Note that this is more important for complex patterns with a lot of negative space removal. If I am making complex patterns (such as this butterfly) then I will take the additional precaution of printing onto vellum or onionskin, which is a "single layer" paper which resists tearing and shredding.
Leave this to dry for AT LEAST 8 hours, and preferably for a day before continuing.
 |  |
| Brass Sheet (nasty) | Cleaned with 400 grit sandpaper |
 |  |
| First Glue coat | Glueing the pattern |
 |  |
| Second (top) glue coat | smoothing the top coat |
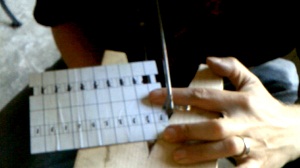
Now that you have your pattern, it is important to mark the segments that you will be removing: I tend to make hinges in bulk, since this allows my "outer" cutouts to align, and saves me a bit of cutting but this is a fairly minor consideration. The important consideration is to make sure that you can clearly tell which sections of metal will be removed, and which sections you don't want to cut into. Once you have marked the "negative" sections, carefully drill a hole into each section: I use a 1/16" drill bit, and it is easiest to control using a dremel or foredom, but a regular drill works just fine for this type of work.
 | 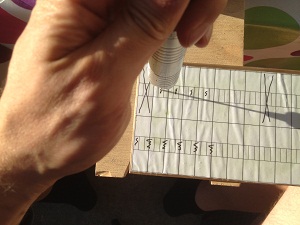 |
| Marking hinge pieces for removal | Drilling holes for the Jewelers saw |
|---|
Once the holes are drilled, you need to set up your jewelers saw and V-Board. The V-Board should be mounted somewhere so that when you are sitting it is roughly chest height and firmly mounted parallel to the floor. You can buy V-boards that come with a clamp, but I just cut a V-Slot out of a 24-30" long pine 1x6, and put a ~50 lb steel plate on the end sitting on the table as a counterweight (you can see it on the right of the "Marking hinge pieces for removal" picture). The point of the V-Board is to support the piece while still allowing the saw to pass through - in theory this could be done better with a hole (and that's what automated jigsaws do) but a V-Board is a good usability compromise since it means you don't have to "thread" the blade through the board as well. Once the V-Board is set up, you will need to put a blade into your jewelers saw. Put the Bottom end into the saw frame first, making sure that the teeth are pointed away from the spine of the saw, and that they are raked down. It can be difficult to see the teeth, so to check run your finger lightly up and down the blade - the blade should be rough pointing "out" of the frame, and the teeth should catch as you move your finger toward the top of the saw (away from the handle) and "slide" as you move your finger down (toward the handle). This will ensure that the saw teeth will cut as they are pulled down while the material is supported from the bottom by the V-Board.
Slide the hinge piece onto the saw blade and rest it on the bottom of the blade with the pattern facing "up" toward the blade that is not yet tightened into the top jaw. That blade may be tiny, but it's tough, and the amount of flex right at the bottom of the blade is very small - I can balance more than a pound of metal on that blade, so you should have no probelm with a few ounces. Once the metal is balanced, press the handle into the joint of your leg with one hand (pressing the saw closed around the blade) and tighten the top "jaw" onto the blade. It's tight enough if you tap it and hear a "ping" - there should be next to no flex in the blade, which should be fairly rigid. Put the piece down on the V-Board (close to where the "V" ends) and start cutting with long, smooth strokes. It will take a bit of time to get the "hang" of using the jewelers saw (and you may break a lot of blades) but remember that you are going to be filing this to clean it up anyway, so a few "oopsies" aren't a big deal. Once you have all of the "holes" cut, tighten your saw frame up (without threading a piece onto the blade) and then just cut the pieces of the hinge free: better cuts will make trueing up the hinge pieces easier later, but again these can be filed if they aren't pretty enough.
 | 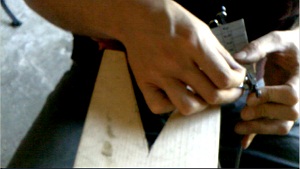 |
| Putting the blade in the lower jaw of the saw. In this picture the teeth of the blade face to the right of the picture | tightening the saw frame with the hinge pattern resting on the saw blade |
 |  |
| Cutting with the Jewelers saw | cutting the hinges out of the hinge "blocks" |
Once you have cut out the pieces from both hinge plates, we will need to get the pattern off the hinges. Since we have used white glue, this is pretty easy, just put them in hot water and scrape the glue and paper off: if it's particularly resistant, try boiling it in a pot of water and using one of the other hinges as a "scraper". THe reason to use white glue instead of spray glue (which is stickier and faster) is because you will need to burn or sand the pattern off if you use spray adhesive.
 |  |
| A pile of cut 3-lobed hinges | Removing the patterns |
Now that we have these pieces in the flat, we are ready for the next step, bending the hinge.
The Vice I use has UHMW polyethylene "jaws" which I used to replace the textured steel jaws that were originally on the vice. I have been tempted to replace these with smooth steel or brass jaws, since the UHMW ones are getting a bit past their prime. Place the hinge pieces so that the center of the hinge piece is in the center of the jaw, line up the (rounded) chisel or appropriately rounded hammer (machinists, cross-pean or straight pean) with the centerline and crease to about 90 degrees. Once both pieces have been bent to roughly 90 degrees, place your "pin" in the fold and bend the hinge around the pin, which should be fairly easy to do (with your fingers) as far closed as you can. Once you can't squeeze the hinge any more closed, place the hinge in the vice with the open section down and close the vice until it is closed, then loosen it slightly and tap the hinge (with the pin still in it) into the vice with your soft jawed hammer. This should close the "open" end of the vice and make for a fairly tight fit around the hinge pin. Repeat for the other piece of the hinge.
 |  |
| the hinge lined up and ready to strike | after a tap from the (bigger) hammer |
 |  |
| finishing the bend | Using the vice to compress the hinge |
 |  |
| After some judicious tapping | Almost ready to file |
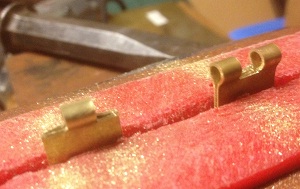
Once you have two pieces in decent alignment, remove the hinge pin and quickly file the pieces so that the edges are flush - this will "even out" any untidiness. then try and put the hinge together - it will probably take a bit of filing (removing a VERY small amount of metal) for the pieces to fit together, and it may take some filing of the knuckle to get the pin to seat properly. Once these fit together, put in the hinge piece and trim so that you have about 3/32" (2mm) of material extending past each end of the hinge body. Pean these ends alternately (5-10 light taps per side at a time) until the pin cannot fall out of the body - you now have a hinge!
 |  |
| Filing a hinge to fit | Rough Shaping - 90%deg cut |
 |  |
| Checking the fit: more filing! | Fitted Hinge |
 |  |
| Hinge with pin | a peaned (finished) hinge pin |
In the "Almost Ready to File" picture you will notice that the sides of this hinge segment don't quite align. Since I'm really anal about my cutting, the easiest thing fpr me to do is just use a hammer to tap these into alignment before starting to file and then doing the vice and hinge pin thing again to make sure that the "fit" is right (which I did). It's fine to just file the excess bits off, as long as it isn't a significant offset - more than about 5° is a problem
(there will be a longer list of how to fix common screw-ups will go here when I have a bit more time to take pictures and insert verbiage)
This is the time where you file, saw or punch decorative elements (if the hinge is going on the outside of the armour) onto the hinge for decoration - take a look at period gauntlet and vambrace hinges for typical lobe patterns as well as punch and file-work details, these add greatly to the asthetic of the hinge. Following re some photos of hinges taken from Wade Allen's collection which can be found at Allen Antiques. The specific pieces are:
Note that the vambrace (which is a "pretty" munition suit) is very rough on the inside. The Gauntlet hinge is fairly typical in terms of design. The Gorget pictured here is a very fine example, and the hinge pieces are formed from the same piece of metal that forms the gorget plates, looped back and secured with rivets through to the outer surface. The outer hole was countersunk so that the metal could be ground flush, leaving no sign of the rivet on the outer surface of the armour. Note also that the pin (which is textured)is under the roll of the collar reducing its profile for the wearer.If you have some decent resolution photos of decorative hinges from the 14th - 16th centuries, I'd love to add them to this page, since most of my photos are under copyright restrictions
 |  |
| Vambrace hinge | Inside of the vambrace |
 |  |
| gothic gauntlet thumb hinge | A very nice gorget hinge |
 |  |
| Gorget hinge inside | Top view of the gorget hinge |
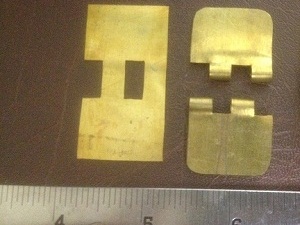
While it is possible to make hinges by punching a line of holes, bending the hinge and filing the remaining material out this takes a lot of effort and causes a lot of wear and tear on the punch. It also requires that you have a punch, which is a non-trivial investment (around $100 for a RW punch, in the $40 range for a chinese knock-off). I prefer to use a jewelers saw and a hinge template, since this allows me to cut an almost exact hole prior to bending the metal, and then I can quickly file to final shape. The difference in the removal areas can be seen below in Figures 3 and 4.Other alternatives include folding the metal around the hinge pin and then using a band saw or grinder to remove the "joint" material, but it is difficult at best to use a grinder for this, and most people don't have a metal-cutting bandsaw.
 |  |
| Hinge cut with a jewelers saw | punched hinge - a lot more filing! |
Copyright Scott Martin, 2012
Last updated October 10, 2012 by Scott Martin